




Large threads

Task
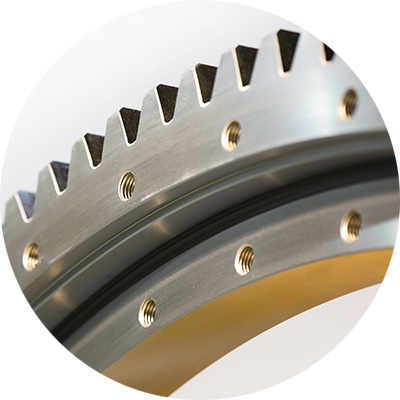
Ship engine – Slow-running 2-stroke crosshead LPG engine
2-piece crankcase made of EN-GJS 400
150 mm long stud bolt thread M90x4-6H inserted to a depth of 315 mm
Solution
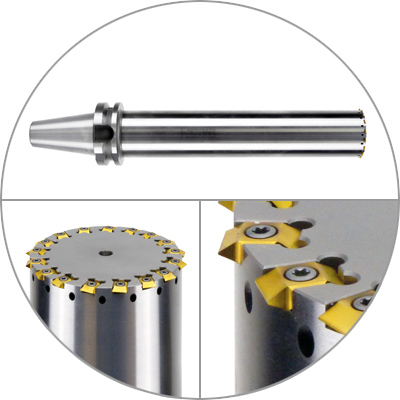
NORIS NES-TS
Circular thread milling system with carbide indexable inserts. Single-row thread milling system with up to 15 multi-edged partial profile thread milling inserts for the economical production of large threads from ø 24 mm in different materials. Due to the increased number of cutting edges, higher effective feed rates and shorter machining times are achieved. This requires a premachined core hole, possibly with countersunk chamfer.
Tool diameter: 80 mm
Useful length: 340 mm
17 indexable inserts in circumference
Customer benefit
- Efficient and safe production
- Cost reduction of approx. 60% (compared to conventional taps)
- Zero scrap
-
Tool details
- Thread milling cutter NORIS NES TS
-
REIME NORIS also has the right solution for your task
- Shop now in our online store!
Task
Wind turbine – nacelle
Set collar made of 42CrMo4V Rm = 1100 N/mm²
48 mm deep thread M24-6H
Solution
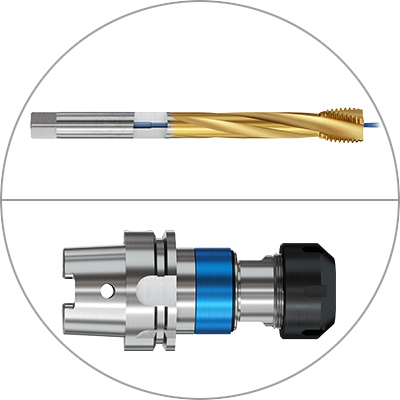
NORIS SL15 ST CNC
NORIS-SL machine taps with 15°, 25° or 30° right-hand helix, for blind hole threads up to 2 x D thread depth. Version can also be used for difficult operating conditions, such as threads with cross holes. The chip removal in the opposite direction to the cutting direction ensures reliable thread cutting. The tool is available with and without internal coolant supply.
130 mm long grooves for safe chip transport
NORIS HELIXPRO 4
- acts as a damping element between synchronous spindle and tap / cold forming tap and compensates for pitch differences between threading tool and synchronous spindle
- has the high concentricity accuracy of a rigid tool holder
- Clamps the tap / cold forming tap firmly with collet chucks with square receptacle
- does not require tools with special shanks
- ensures process reliability during synchronous thread production
Minimum length compensation for efficient thread cutting
Customer benefit
- Process reliability
- Economical
- High manufacturing quality
-
Tool details
- Machine tap NORIS SL
- Tap holder NORIS HelixPro
-
REIME NORIS also has the right solution for your task
- Shop now in our online store!